



Kauhan hampaiden ja sovittimen taontaprosessi





Me kaikki tiedämme, että kaikki tarkkuusvalut koostuvat monista valmistusprosesseista. CFS-kauhan hampaat käyttävät tarkkuusvalutekniikkaa, jota kutsutaan myös kadonneen vahan valuksi, mukaan lukien vahakuvion ruiskutus, puun kokoaminen, kuoren rakentaminen, vahanpoisto, metallin valu ja muut jälkikäsittelyt. Suurin osa...sijoitusvalujen etuon, että sillä voidaan saavuttaa suuri kokotarkkuus, hyvä pinnanlaatu ja valaa kaikkia seoskomplekseja.
Alla on esitetty kauhahampaiden valuprosessit valimossamme kussakin vaiheessa:
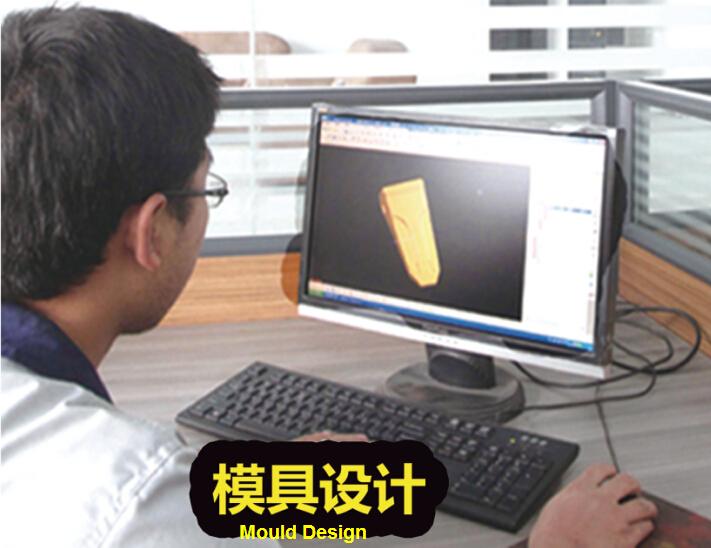
Vaihe 1. Suunnittele kauhan hampaat eri ulkonäöllä ja mitoilla markkinoiden kysynnän mukaan.

Vaihe 2. Varustettuna täydellä muotinkäsittelylaitteistolla ja ammattitaitoisella teknisellä tiimillä, voimme koneistaatyökalutkaikenlaisiin tarkkuusvaluihin, mukaan lukien kauhahampaisiin valuihin.

Vaihe 3. Vahakuvioiden tekeminen on valamisen ensimmäinen vaihekauhan hampaatVahamallia käytetään tulenkestävän kuoren ontelon muodostamiseen. Jotta saavutettaisiin laadukkaat kauhan hampaat, joilla on korkea kokotarkkuus ja pinnanlaatu, vahamallin itsensä on oltava tarkka ja pinnanlaatu hyvä. Mutta miten saadaan laadukas vahamalli? Hyvän muotin suunnittelun lisäksi meidän on myös valittava erinomainen vahamateriaali ja oikea vahamallinnusprosessi. CFS:n vahamallien etuja ovat alhainen sulamispiste, hyvä pinnanlaatu ja mitat, korkea lujuus ja keveys.

Vaihe 4. Puun kokoonpano on prosessi, jossa kauhan hampaiden vahakuviot liitetään valuputken sulkujärjestelmään.

Vaihe 5. Kuoren rakentamisen päämenettelyihin kuuluvat:
a. Puun kokoonpanon öljyn poistaminen – Pinnoitteen kostutuskyvyn parantamiseksi meidän on poistettava vahamallien pintaöljy.
b. Puukokoonpanon upottaminen keraamiseen pinnoitteeseen ja hiekan suihkuttaminen pinnalle.
c. Kuivaa ja koveta keraaminen levy. Joka kerta keraamisen levyn pinnoite on kuivattava ja kovetettava.
d. Kun keraaminen kuori on täysin kovettunut, siitä on poistettava vahamuotit. Tätä prosessia kutsutaan vahanpoistoksi. Vahanpoistoon on useita tapoja, joista useimmiten käytetään samanpainehöyrymenetelmää.
e. paahtava keraaminen kuori

Vaihe 6. Nestemäisen metalliseoksen kaataminen kuoren ontelon täyttämiseksi.

Vaihe 7. Valukauhan hampaiden puhdistus, johon sisältyy kuoren, valukanavan ja kiinnitetyn tulenkestävän materiaalin poisto sekä puhdistus lämpökäsittelyn jälkeen, kuten hilse.

Vaihe 8. Jälkeenlämpökäsittely, kauhan hampaiden organisaatiorakenne on yhtenäinen ja kulutuskestävyys paranee huomattavasti, joten käyttöikä paranee kaksi kertaa aiempaan verrattuna.
Vaihe 9. Kauhan hampaiden materiaalien ja mekaanisten ominaisuuksien täydellisen tarkastuksen avulla voimme tehokkaasti estää epäpätevien tuotteiden pääsyn markkinoille.
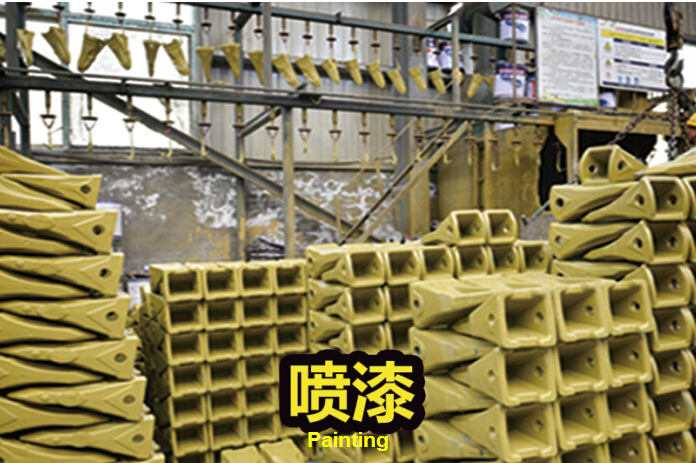
Vaihe 10. Maalaus väreillä, kuten keltainen, musta, vihreä jne., sopimaan eri merkkeihin ja koneisiin.

Vaihe 11. Pakkaa kauhan hampaat vaurioilta suojattuna tavalliseen puulaatikkoon ja toimita asiakkaallemme.






